模具的生产方式属于单件订单生产,产品本身具有单一性、品种多样性、加工复杂性等特点,使得车间生产情况不能按照普通流程制造业来模拟,而不确定因素如设备故障、零部件返工返修、拖期交货等情况时有发生,这些不确定因素就导致进行合理地作业排产难度较大。

作业排产是车间生产管理的核心,它影响着车间主要生产要素的合理安排,这些主要生产要素有:人员、设备以及作业进度等诸多方面。只有很好的解决了作业排产问题,才能有效地对车间作业进行管理和控制,才能使得企业的整个生产过程有机地结合在一起。
作业排产的核心是作业排序,解决作业排产问题的实质就是如何实现合理、优化地生成作业排序。因此,建立一种基于有限生产能力的、能够实现作业排序优化的作业排产思想,是解决目前模具企业单件生产计划排产问题的最有效、最现实的方法。
1、微缔模具行业MES系统基于有限生产能力的作业排产策略
基于有限生产能力的作业排产是指在保证不超过生产设备负荷能力的前提下,合理地确定所有工件在设备上的加工顺序,以及设备加工每道工序的开始和完工时间。作业排产策略是涉及排产过程中的关键因素,微缔MES作业排产策略主要包括以下几个部分。
1)作业优先级
在生产达到一定的繁忙程度时,必然会出现多个作业计划在生产资源方面的冲突。微缔MES通过调整作业优先级,可以决定不同的作业计划在占有生产资源时的先后顺序。最后达到的效果是:在其他条件等同的情况下,优先级越高的作业计划,开始生产的时间越早。作业优先级的设定会影响到设备能力计划、物料需求计划、工具计划与人力资源计划的结果。
2)作业提前期
作业提前期是指一个作业从完工日期算起到推到开始日期这段生产周期。确定作业提前期就是确定任务工作量的大小,由于模具加工的复杂性,精确确定作业任务量很难,目前微缔MES系统的作业提前期是根据长期积累的经验来确定的,在积累数据后再进行逐渐逼近实际情况。
3)车间运行日历
车间运行日历是车间用来编排计划的特殊形式的日历,它连续地给出了有效的实际工作日编号,是作业排产过程中一切生成与执行的时间基准,主要包括工作日、公体日、节假日以及加班日期等相关信息。
3、 微缔模具行业MES系统基于有限生产能力的作业排产步骤
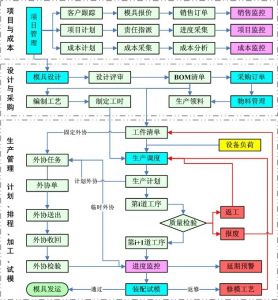
依据有限生产能力的作业排产策略,为了准确、有序的安摔实际生产作业,微缔MES作业排产过程主要包括三个步骤排产数据准备,作业排序优化、设备资源负荷计算。
排产数据准备是构建排产所需的基础数据,这些基础数据是排产所需信息的根基,具体包括ERP主生产计划信息、排产模板、工厂日历、资源能力等内容。
1)ERP主生产计划信息
在微缔模具信息流中,主生产计划是一个重要的ERP计划层次,是确定每一个具体的产品在每一个具体时间段的生产计划,它在计划模块中起承上启下,从宏观到微观计划的过渡作用。通过计划排产系统与ERP系统的集成,从主生产计划中查询制约车间排产的条件,主要包括模具铸件到位时问、设计完成时间、首轮样件时间、全序样件时间、交货期等,实时读取主生产计划中的这些信息,能够在模具计划排产中起约束作用。
2)排产模扳
排产模板是为了简化作业排产过程,微缔MES把模具分成上模座、下模座和压件器等关键件,在关键件下再依据工艺要求细分工序,然后根据长期积累的经验设定工序的加工顺序和加工提前新。主要包括提前期、工序顺序号、工序名称和所属关键件,它在一定程度上可以看作作业的量的信息。
3)车间运行日历
车间运行日历是模具车间用来编排计划的特殊形式的日历。它连续地给出了有效的工作日编号,是计划排产过程中一切生成与执行的时间基准,主要包括工作日、公休日、节假日以及加班日期等相关信息。
4)资源能力
在实际应用中,工作中心实际能力的计算对排产的准确性起着至关重要的作用,是车间有限能力排产的依据。一个工作中心可以由数台加工性质相同的设备组成,也可将数台不同加工性质的加工设备所构成的一个加工单元划分为一个工作中心。微缔MES通过准确的能力计算方法,以提高资源能力估算的精确性。
微缔模具行业MES系统提高了排产的有效性,解决了生产车间在作业排产中存在的问题,对于加强车间生产控制和管理起到积极地促进作用。