冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。

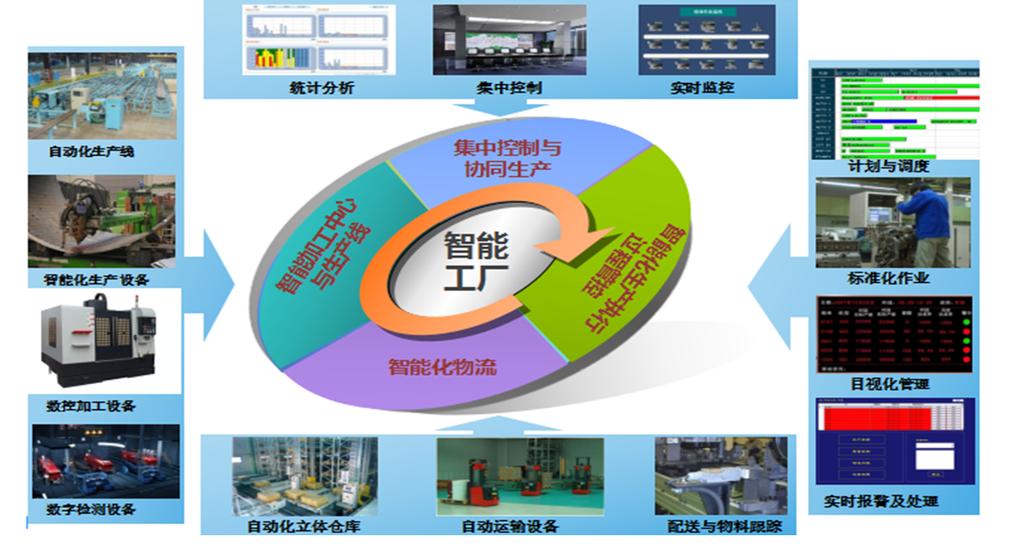
通过对工厂冲压车间的生产和管理现状的分析,结合冲压车间生产的信息化目标,总结冲压车间生产管理的核心功能,主要包括:计划调度管理、生产实绩管理、生产指示管理、统计过程控制、设备维护管理、全程质量管理、人力资源管理七大方面。
计划调度管理
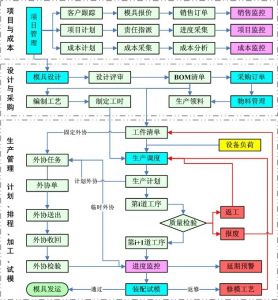
微缔MES根据上层系统给出的计划及制造工艺路线,对产品的生产进行每个工序工位的详细调度,通过有限资源能力的作业排序和调整来优化车间性能。其中包括对产品定义工艺路线,根据工单、序列号进行跟踪指导。
生产实绩管理
微缔MES通过获取生产线的产量数据、停线时间、产品的一次合格率等生产效率和生产决策要素,对整车生产各个管理点的信息采集管理。
将实际制造过程测定的结果与过去的历史记录和企业制定的目标以及客户的要求进行比较,以报告或在线显示的方式输出,用以辅助业绩的改进和提高,通过系统自动计算的形式对生产实绩进行管理 。
生产增加更详细的批次管理,从卷料入库到冲压件出库的批次管理,便于追溯。
同时,对返修、报废进行系统内管理,提供返修出库、返修入库、报废等功能操作,以便于车间产成品库存的状态转换。
生产指示管理
资源监控:在生产执行过程中,不管是人还是机器设备,包括工具、物料的如何协调配合进行生产,都需要系统来进行指示操作,而且系统需要跟踪每个产品、重点工序现在的工作状态和刚刚完工情况。
状态监控:监测到产品的适时状态,工序的生产情况,关联设备、生产线运转的适时情况如何,对设备运行情况的掌握,对生产设备的适时监控,对设备可动率的分析,对生产性、计划/实际差异分析。
结合计划调度管理和生产实绩管理,微缔MES通过与生产现场大屏直接接口,显示生产计划、生产实际;此外,对生产现场进行指导,换零件生产时,进行大屏提示。
统计过程控制
在实际生产中,经常会要求对某个工段、某个时刻、某个期间的在制品、零件消耗、下线产量的统计,通常在物理点上以关键工位和特殊的环状工序为为分界点,通过统计过程控制,能够为预测车辆的预定交货期提供可靠的数据支撑。
通过生产实绩管理,微缔MES对半成品、成品的生产、在制情况进行统计,同时反过来对于后期的计划编排提供数据支撑,以便更合理的安排生产。
设备维护管理
对数控机床、轨道托盘、旋杯、工控设备的状态进行生产监控,并同时进行数据收集和维护指导等相关措施。
根据监控、收集的数据,微缔MES对机器设备进行有针对性的维护,保证机器设备和相关资产的正常运转,以实现企业的相关目标要求。
全程质量管理
通过监视工位、工件在任意时刻的位置和状态、扭矩等测量参数的记录来采集每一个产品的历史,微缔MES向用户提供零件或总成的批次及每个最终产品使用情况的可追溯性。
对于冲压加工中的不良品,提供返修管理,并统计不良品的返修成功和报废情况。
人力资源管理
指导:提供按分钟级更新的员工状态信息数据,根据人员资历、工作模式、业务需求的变化来指导人员的工作。
跟踪:对工序工时、生产效率进行追踪,能够省去人工报表,以分钟为单位提供每个人的状态,再根据时间效率的对比,结合出勤报告,效率跟踪,及行为规范等间接的行为跟踪人力能力。主要记录班次的上下班,可以跟踪到产成品生产时的班次信息。
总之,微缔MES以上七个方面的功能,涵盖了从计划到执行,以及计划的调整反馈整个生产过程管理的方方面面,实现了冲压车间的生产管理系统化,减少了各种生产数据的人工录入以及统计,保证了生产数据的实时和真实性,真正提高了冲压车间的生产效率。
下一篇:微缔压铸行业MES系统功能概述