汽车零部件行业现状
中国汽车工业经历了数十年的风雨征程,今天已经发展成为全球整车和零部件生产的重要基地,作为汽车产业链中关键的汽车零部件行业更被预测为今后若干年中发展最快的行业之一。
目前世界上汽车、汽车零部件行业巨头都已进入中国,中国汽车工业新的产业格局已经形成,中国民营企业崭露头角,自主研发开始启动,相当一批具备较强综合实力的大型零部件生产企业(集团) 涌现,开始进入全球采购配套体系,进入世界500强。随着整车的增长,汽车零部件发展空间巨大。
汽车零部件行业关键特性
汽车制造属于典型的离散制造。主要是通过对原材料物理形状的改变、组装,成为产品,使其增值。采用多品种配置、中小批量生产、面向订单的生产组织方式。另外还具有以下几个鲜明的关键特性:
(1) 产品结构复杂,零部件种类繁多,工艺路线和设备配置非常灵活,临时插单现象多。生产设备不是按产品而是通常按照工艺进行布置,与工艺设计联系紧密。产品的质量和生产率很大程度上依赖于工艺设计水平和工人的技术水平,自动化主要在单元级,如数控机床等。
(2) 多种原料、多种产品、复杂的工艺路线、多个机器设备甚至人力资源之间选择组合造成的生产复杂性:
a) 机器设备大都有设置时间,难以选择合理的设备掉头时间,难以确定合理的加工批量。
b) 难以实现生产同步化,即以JIT生产管理的方式将零部件准时的生产,并送到装配工序。
c) 难以确定转运批量。
d) 原材料的变化影响计划安排,计划安排不合理影响材料计划。
(3) 通过加工或装配过程实现产品增值,整个过程不同阶段产生若干独立完整的部件、组件和产品,加工与装配过程中工艺依靠工艺指令进行操作。
(4) 生产过程以离散制造为主,但同时具有一部分的流水线作业。
(5) 在制品库存高,部分管理较差的工厂,在制品会滞流在生产现场长达几个月,最后会丢失或者损坏。
(6) 订单出现大量延迟,普遍感觉产能不足:
a) 为满足订单需求,被迫采用昂贵的运输方式,例如空运;
b) 为满足订单需求,购买昂贵的加工设备;
c) 为满足订单需求,预先生产客户并不一定需要的产品;
d) 为满足订单需求,出现大量的加班。
(7) 很多零件在一台或几台设备前等候加工;而其他设备却停工待料,设备瓶颈会在不同的地方出现。
(8) 生产部门倾向于单个产品大批量生产。但是装配线上,总是需要等待一个或几个零件而不能生产出最终产品。
(9) 个别零部件由于原材料供应延迟等问题,导致其他零部件都已经完工,需要等待才能完成组装。
(10) 生产中的异常情况:设备故障检修,操作人员的生病休假都增加了生产混乱。
汽车零部件企业难点分析
汽车零部件在整车供应链中的地位决定了企业生产管理具有以下的特点和难点:
1、对整车配套的快速响应能力
整车配套是汽车零部件企业的主要市场。受汽车市场需求不确定性的影响,整车配套需求计划变化快、插单多,汽车零部件企业必须对客户/整车厂的需求变化进行快速响应。如果不具备这种能力,必然被主机厂淘汰出局。
汽车零部件企业往往为多个主机厂、多个车型配套,面对频繁的计划插单和变更,生产计划和生产管理一直是企业管理的难点。目前许多汽车零部件企业缺乏有效的生产计划管理体系,靠人盯人的现场生产调度实现生产组织,往往造成顾此失彼,使主机厂的配套计划难以得到保障。
2、采购计划准确度不高
汽车主机厂通常提供预计订购量,以便于汽车零部件厂进行原材料的采购。但由于原材料的采购周期往往比较长,或由于主机厂需求变更,造成实际的采购量常与实际的需求量有较大的差距,导致汽车零部件厂的原料成本较高。如何使采购量既符合实际生产的需求,又避免不必要的浪费并降低库存成本,汽车零部件厂常根据某时点的库存量,使用人工计算的库存推移表来控制,工作量大,准确率不高。
3、现场生产管理难度大
由于交货频繁,生产周期长,生产工序复杂,为满足客户的需求并避免主机厂断料情况的发生,需随时跟踪现场的生产进度,并平衡生产设备的负荷能力,但由于基础数据的不完整,生产现场的复杂性,生产进度不能及时反馈,要求生产管理人员有丰富的管理经验,对人员的依赖性较大,给企业带来了管理困扰。
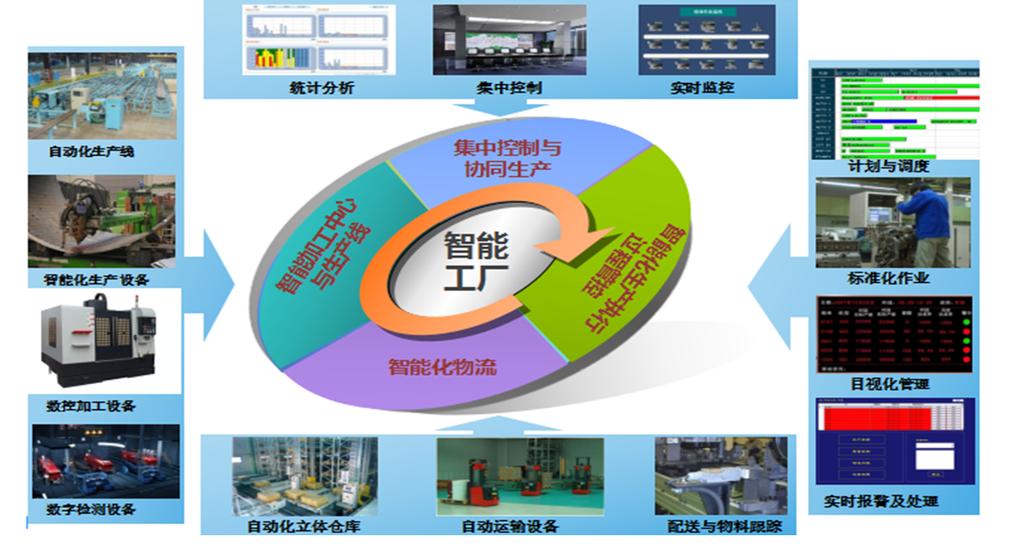
微缔APS解决方案说明
微缔APS汽车零部件行业解决方案,广泛借鉴了国内外汽车零部件企业信息化的成功经验和国际先进汽车零部件行业解决方案的特点,充分考虑中国汽车零部件企业所面临的现实环境以及诸多个性化需求,帮助中国汽车零部件企业实现优化生产管理流程,提高对客户需求的快速响应能力,降低生产营运成本和提高工作效率,提高企业发展的核心竞争力等目标,为提高中国汽车零部件企业的核心竞争力做出贡献。
1、准时化生产
在准时化生产中,根据企业的经营方针和市场预测制定年度计划、季度计划以及月度计划,然后据此制定出日程计划。但这些计划都是滚动调整的动态计划,对生产只起到预测指导和参考基准作用。准时化生产依据客户需求来组装产品,借此拉动前面工序的零部件加工。每个生产部门、工序都根据后向部门以及工序的需求来完成生产制造,同时向前向部门和工序发出生产指令,从而提高整个生产流程的反应速度,降低在制品停留时间,降低成本。

图1 传统推动式(Push) 生产方式

图2 准时化拉动式(Pull) 生产方式

图3 微缔APS实现的拉动式生产方式
2、订单变更,快速响应
受汽车市场变化的影响,主机厂的配套计划变化很大。汽车零部件企业的生产计划必然随之发生变化。企业接到主机厂配套需求的变更信息后,通过微缔APS高速模拟排程,及时对生产计划进行调整,包括采购需求、生产和委外加工计划,并及时反馈到各管理部门。
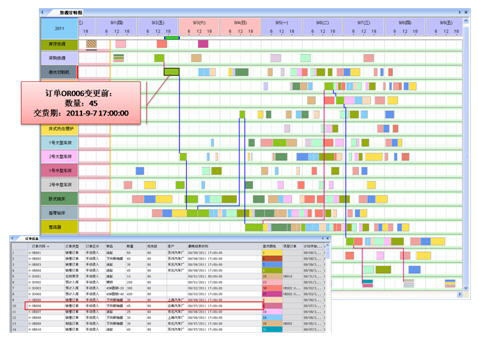
图4 订单变更前的计划
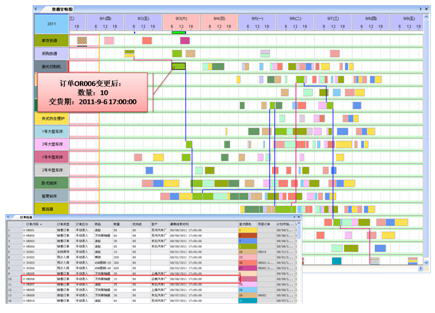
图5 订单变更后的计划
3、准时化采购
微缔APS同步化考虑生产计划、采购计划,依据生产执行采购计划,使得物料计划的精度和可靠性比传统的MRP更高,避免了盲目采购,过量采购以及采购不足。同时,微缔APS可根据精确的物料需求时间来决定最佳的采购方式,不提前采购,增加库存压力,使得物料配合生产,真正实现准时化采购,从而实现工厂物料成本最低,库存最小。

图6 准时化采购
4、物料替代
微缔APS基于下述原因考虑物料替代:
(1) 分散风险,避免公司生产因外部供应的意外中断而被迫停产;
(2) 促进外部竞争,迫使供应商提高品质、降低成本;
(3) 不同目标客户对品质的要求不同;
(4) 为了降低成本而采用新的材质、规格型号的物料等。
微缔APS支持的物料替代包括“完全替代”、“部分替代”、以及“组合替代”等,可根据设定的替代条件自动选择物料,或根据物料的库存状况,自动进行物料替代,以满足各种复杂的替代需求。
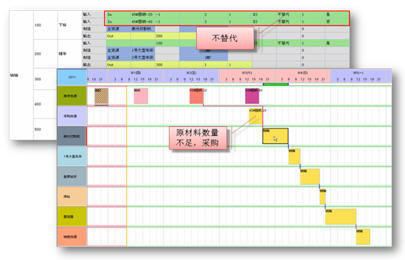
图7 物料替代示意图
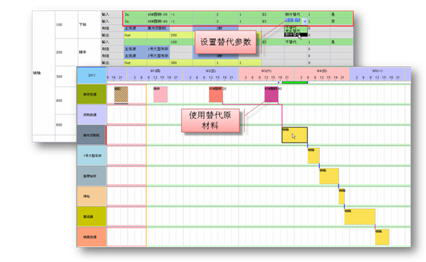
图8 不替代,原材料数量不足时进行采购

图9 设置替代参数,使用替代原材料
5、执行反馈
生产指示下发到车间后,车间依据生产指示安排生产。但是由于生产现场的复杂性、多变性,生产执行的实际情况往往与生产指示不一致。为了确保生产顺利进行和生产计划的准确性、合理性,需求将工作加工的实际数据,如生产进度、在制品信息,现场设备运行状况等反馈给APS,并通过重新排程将现场信息及时反映到生产计划中,实现生产过程实时监控、调整及优化,使得生产计划与车间现场同步,从而实现了从订单下达到产品完成整个生产过程的优化管理。
同时,通过工作生产进度实时反馈,暴露出生产计划与车间执行之间的差异,比如物料未准时到货,人员为准时上岗,加工任务未按时完成,协助企业挖掘生产现场出现问题的原因,进一步规范生产管理,提高精益化程度。
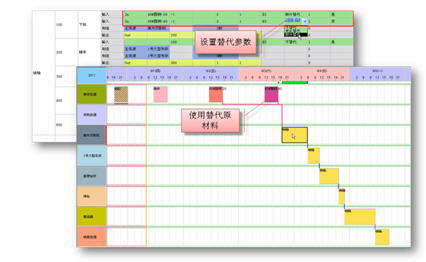
图10 执行反馈示意图
6、设备故障处理
设备意外故障生产过程中经常遇到的问题,也是影响生产计划能否顺利执行的重要因素之一。设备故障会导致该设备在一段时间内(维修期内) 不可用。微缔APS可及时输入设备维修时间信息,然后自动快速重新排程,评估设备故障造成的影响,是否出现订单脱期,是否需要采取应对措施,如更换班组、切换机台或设置加班等。