电子行业在近年来发展一直很好,尤其是有了MES系统对于生产的帮助,电子行业MES系统促进了行业的转型,从根本上提高了生产效率。
1)、通信电子行业MES系统带来的生产制造过程中的挑战
全球化的市场,尤其来自中国同行业的激烈竞争对生产交付周期的挑战产品型号多样且更新周期快如果保障产线物料与软件版本的正确性?如何保证操作工按规定的生产工艺流程生产?大小批量共存,混线生产如何降低换线准备导致的设备停机时间浪费?
如果降低上料、续料的错误,避免批量错误的发生?规范操作工人行为,班组考核需要真实生产数据予以支撑生产现场跨部门管理的进一步提高,不断改进工艺,精益生产如何实现准确的生产、测试、维修等数据采集并实现大数据的归档、存储,为大数据分析提供基础数据产品出口海外,尤其欧洲在质量与环保法规的要求,如:RoHS如何监控生产现场,确保产品符合工艺要求、RoHS要求?确保工艺正确的情况下物料正确?
设备利用率的提高库存滞呆物料导致成本积压问题人员流程性高,一些技术岗位知识缺少累积与传承,如维修岗位等物料供物方式是拉式还是推式?如果进一步提高物料齐套性?缺料生产质量如何保障?如果减少此类情况?以上问题列表管理层最头“疼”的是什么?
在时间、资源有限的前提下,解决了这一类(或几类)数量上占20%的问题,能否对公司管理提高贡献80%?就上例而言,所列出的前五点经过多次沟通与交流,最终识别为其最为关键业务需求点与“疼”点,其他的几点相对来言优先级及重要性都较低。在明确只有知道企业自身关键需求后,才能在接下来的外部因素调研分析过程中,选择并实施微缔软件电子MES系统。
2)、组织结构与流程变动影响分析与规划
识别出关键业务需求及关键问题点后,接下来极重要的一点是要分析实施MES系统管理并解决这些问题的话,对当前业务流程有哪些影响需要?是否必须进行大的调整或改动?流程的改动对当前的组织架构会产生怎么的影响?从实践经验看,不论大家承认与否,系统的实施某些阻力可能来自中级管理层本身,而生产线执行层配合度较高。两者阻力的出发点及提出的问题也不尽相同,中级管理级主要考虑是否影响其KPI考核,更有甚者只考虑自己的管理地位是否会受到影响;而操作执行层主要关心操作是否方便,是否增强额外工作量,人手是否因此而不足。关于后者或许通过一些技术手段就可以解决,而对于前者则是更像是个政治问题,解决这一问题需要更多的沟通与了解。
如果发现管理者的KPI与识别出的问题点不一致,则需要小组重新调研与识别关键业务,以解决大家因无共同点而造成的人为阻力;如果发现两者一致,但仍有阻力,如有些人员固步自封或担心系统的引进会暴露出其当前管理上的问题,此时唯一有效的方式就是请更高一级领导出面协调。不可否认对于第一类阻力有时会做出妥协与折中,此时,我们必须承认一点MES选型方案好前提下,也有可能实施的效果并不十分理想,这从另一方面也印证了该环节的分析与评估对整个MES选型以及系统实施的重要性,必须加以高度的重视。
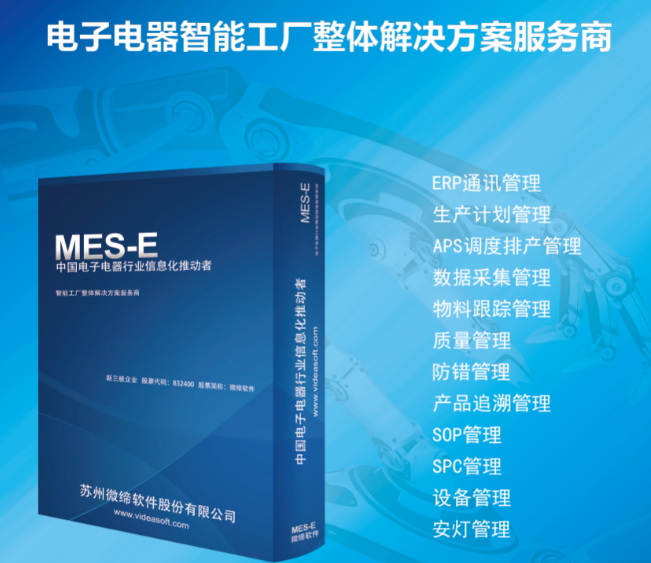
电子MES系统功能(部分)
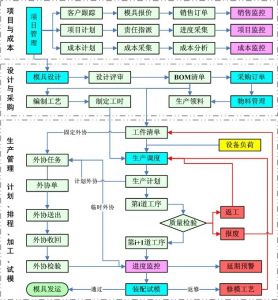
1、电子MES生产管理
MES生产管理需求除了将ERP生产计划分解成生产工单和工序计划,进行完工反馈和加工工时统计,实现多条件的计划排程,还包含以下个性化需求:
BOM多版本管理——进行BOM的多版本管理,并可根据工单选定BOM;不同版本的BOM与不同版本的工艺、程式一一对应;可以进行工厂的工艺流程建模,将所有工序纳入到MES系统管理,可以进行工序的灵活调整;
工单管理——PCB过站时,物料倒冲管理,自动核算已使用的物料并倒扣;把ERP的生产计划分解成生产工单和工序作业计划下达时,考虑物料的齐套性;
抛料率分析——计算抛料率,抛料率分为两种:损耗抛料和异常抛料;生产损耗可以根据工单领料和退料来计算,理论损耗支持导入SMT中机器的抛料信息来进行详细对比分析;抛料率超过预设的临界值及时发出报警,并对造成抛料的原因进行分析,例如材料不良、Feeder不良、人员操作等;
生产准备——车间作业人员能准确知道何时上料、何时换线或者何时生产;当备料与预发料不一致时报警;
上料防错——收集贴片机上料信息(站位号/Feeder/物料等),并进行合法性校验,建立工单和物料的追溯链;收集MI段、AI段、整机段的上料信息,并进行合法性校验,建立工单和物料的追溯链;建立锡膏与产品代码的对应关系,支持锡膏使用时防错检查;
强制制程——设定制程路径规则,设置不同条件下对应的强制路径(不可跳站、漏站);可以导入作业指导、作业步骤、SMT程式,并确认SMT程式的正确性。
2、电子MES物料管理
除了对原材料、在制品和成品信息进行全面跟踪,还要实现对原材料的禁用监测,全面符合电子行业的绿色环保指令。其中个性化需求如下:
原材料管理——RoHS、MSD作为物料的属性记录相应的标识和时间限制;为每一料卷提供唯一的条码;对元件、物料进行禁用监测,在MSD物料开封时记录相应的开封时间,在SMT上料时,对物料进行扫描,检查物料的有效期、暴露时间、RoHS标识,发现错误,禁止使用;支持RoHS管理,区分无铅件与有铅件;SMD超期报警;
在制品管理——物料的收料、注册、入库、仓库发料、到线边仓、消耗、退回等信息进行全面跟踪,及时更新最新的数量;监控每一个料卷的消耗情况,达到备料要求以及换料要求时,进行提醒;在线边仓管理中可以对料卷、料管及Tray盘的物料进行点数,更新为实际的数量;
辅料管理——支持辅料的防错检查,如锡膏在客户指定品种时,上料前需核对;对锡膏的回温、领用、回存、用完、报废、开封、搅拌、转换工单等管理;进行锡膏的时间管理,包括锡膏的当前状态、回温计时、未开封计时、开封计时等,并进行预警提示;
备品/备件管理——备件的使用管理,如丝网的使用数量超过一定次数时,系统提醒进行更换。
3、电子MES追溯管理
通过建立数据间的关联关系,建立对原材料、产成品、生产操作过程和生产质量的追溯,以满足电子企业生产过程管控、人员绩效考核、质量管控等的需求。其中个性化需求如下:
原材料追溯——原材料信息与PCBA的序列号进行相互查询追溯;支持对一个料卷分成多料卷,或多料卷合并为一个料卷的追溯管理;
产成品及在制品追溯——从产成品序列号或批次号追查到当日的生产环境,包括温度、湿度、洁净度等信息;PCB过站100%记录产品序列号;在制品追溯贯穿于每一批次产品、每一块电路板和每一个系统的检查、测试;
过程工艺参数的追溯——追溯每一个产品生产相关的BOM版本、工艺版本、程式文件等;对设备状态进行追溯,包括开机、等待、运行、故障、关机等信息。
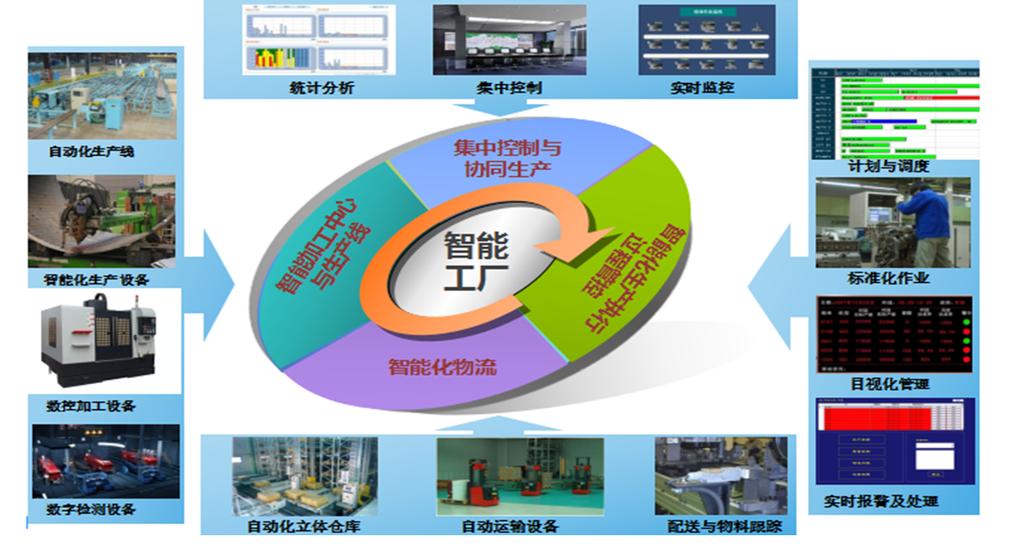
电子行业MES系统是一个综合生产管理系统,融合了工厂企业必要的销售、物流和制造管理等全公司基础业务以及生产计划和现场监测管理。通过结合工业物联网(IIoT)解决方案,将所有重要生产设备进行关联,实现工厂数字化、可视化管理。通过系统终端就能情况对生产业务以及制造现场的每一台设备的运行状况进行管控,能够提前察觉到问题发生和追溯到问题原因,大大提升企业综合运营管理效率。
更多MES系统 模具管理软件 零部件MES
装备制造MES http://www.videasoft.com/hangyexinwen/898.html 电子MES
上一篇:产线MES系统质量追溯管理