冲压模具运维管理(案例)
冲压模具使用维护与管理
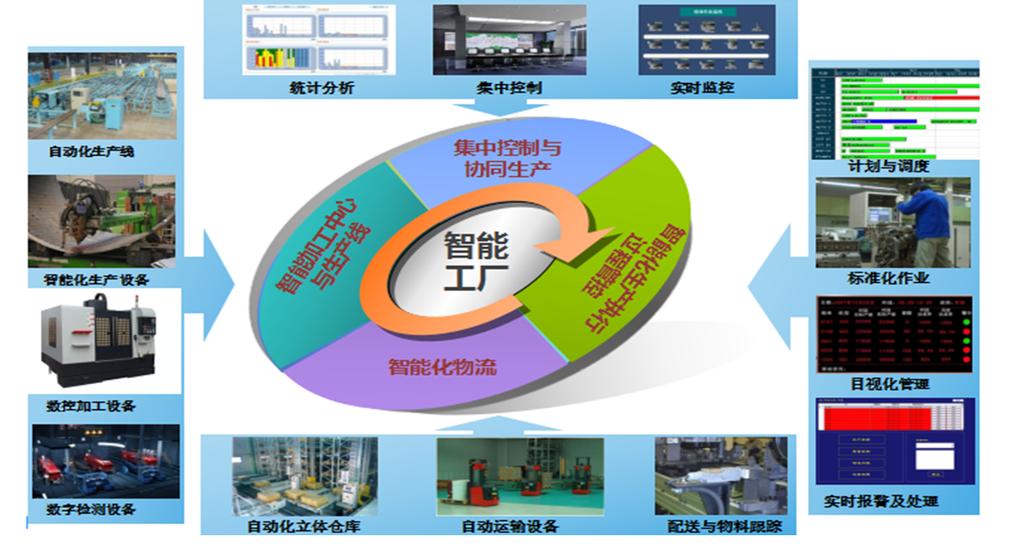
冲压模具是汽车车身生产中不可缺少的特殊工装,模具的合理使用、维护、保养与管理对延长模具使用寿命、降低冲压件成本、提高制件质量、改善模具的技术状态至关重要,是保证冲压正常生产的一项重要工作。
为更好的明确模具维护责任,将模具维护工作分为两个级别进行维护,其中一级维护为生产部当班生产一线人员进行在线维护。二级维护是生产统计出模具生产冲次,按照模具冲次计划性维护(模具维护冲次明细依据来源于冲压冲次统计表)。
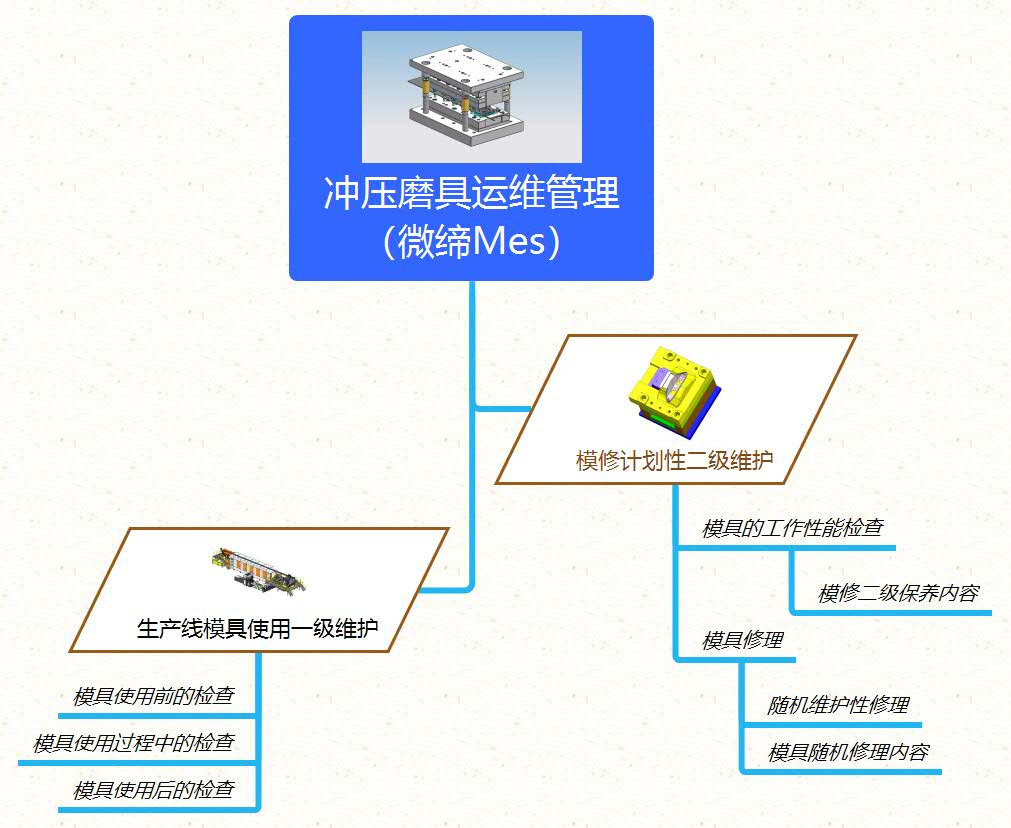
一、生产线模具使用一级维护:
1、模具使用前的检查:
(1)模具在使用前,要对照工艺文件检查所使用的模具是否正确,是否和工艺文件一致。
(2)操作者应了解模具的基本的使用性能、结构特点及作用原理,并熟悉《冲压工艺操作规程》。
(3)检查所使用模具的标示牌是否为完好,使用的冲压材料是否符合工艺要求,防止由于原材料质量不合格,损坏模具检查上、下模板及工作台面是否清理干净。
(4)检查所使用的设备是否合理,如压力机的行程、压力机吨位、漏料孔大小是否与所使用的模具配套。
(5)检查模具在压力机上的安装是否正确,上、下模压板螺栓是否紧固。
2、模具使用过程中的检查:
(1)模具在调整开机前,一定要检查一下模具内外有无异物,所冲的毛坯、板料是否干净、清洁。
(2)操作现场一定要整洁,工件摆放整齐。
(3)模具在试冲后的首件按样件检查,合格后再正常开机批量生产,严禁模具带病工作。
(4)模具在使用中,要遵守操作规则,禁止乱放、磕碰,及时清理废料。
(5)在工作中,要随时检查模具工作状态,发现异常现象要立即停机,通知维修人员或工艺员针对问题进行维修。
(6)要定时对模具的工作件表面及活动配合面进行表面润滑(导柱、导套、导板、斜楔机构加机油)。
3、模具使用后的检查:
(1)模具使用后,要按操作规程正确的将模具从压力机卸下,绝对不能乱拆、乱卸,以免使模具损坏。
(2)拆卸后的模具,要擦试干净。
(3)模具的吊运应稳妥,慢起,慢放。
(4)模具使用后的技术状态检查及保养,检查内容具体有:清理上、下模
板的安装面,擦拭模腔型面,清除剪边废料、冲孔废料,在导滑和工作表面
涂油,检查模腔型面是否损坏、导柱导套是否松动,检查压料、退料机构及
刃口是否完好,检查压件定位是否准确可靠,检查可见紧固件有否松动。
二、模修计划性二级维护:
模具要定期根据技术状态情况进行检修保养,以保持模具精度和工作性能处于良好状态。模具保养周期根据易损程度,分为 A、B、C 三类:A 类为拉延模、翻边模、整形模、包合模,6000-7000 冲次保养一次,B 类为刃口类,压件后废料不易清理的模具,主要为切边、冲孔模,5000 冲次保养一次, C 类为形状简易,一次性生产量较大模具,7000-10000冲保养一次,以此原则, 制定《模具保养计划》,保养为全面检修。
1、模具的工作性能检查
在模具使用前、过程中和在使用后,要对模具的性能及工作状态,进行详细的检查,检查内容及检查方法如下:
(1) 模具工作成形零件的检查,在模具工作前、工作中和工作后,结合制件的质量情况,对其凸、凹模进行检查,即凸、凹模是否有裂纹、损坏及严重磨损,凸凹模间隙是否均匀及其大小是否合适,刃口是否锋利(冲裁模)等。
(2) 导向装置的检查,检查导向装置的导柱、导套、导板是否有严重磨损、其配合间隙是否过大,安装在模板上是否松动。
(3)卸料装置的检查,检查模具的推件及卸料装置动作是否灵敏可靠,顶件杆有没有弯曲、折断,卸料用的橡胶及弹簧弹力大小,工作起来是否平稳,有无严重磨损及变形。
(4) 定位装置的检查,检查定位装置是否可靠,定位销及定位板有无松动情况及严重磨损。
(5)安全防护装置的检查,检查安全防护装置使用的可靠性,是否动作灵敏、安全。
(6)检查气动元件状态的工作状态。
1.1、模修二级保养内容:
(1)检查上一批末件形状及表面质量无明显缺陷,和庫存样件相比各部位尺寸精度无降低。
(2)清理模具型腔、模具表面的油污、废料,清洁完后型腔喷防锈油表面漆层刷新。
(3)清洗导柱、导套、导板、楔机构、压边圈、导轨上的油污重新加注新鲜干净的润滑油。
(4)检查紧固、定位部件状况对损坏部件进行更换,松动部件进行紧固。
(5)检查拉延、成形、压料面是否磨损,对磨损部位补焊、研配、抛光。
(6)检查压料、缷料部件,对损坏部件进行维修、更换。
(7)检查导向、斜楔机构,对磨损、开裂的部件进行维修、更换。
(8)检查平时不可见部位是否有裂纹等疲劳损坏对新发现的裂纹区及严重损坏部件,征求工艺人员的意见进行维修。
(9)检查冲头、刃口磨损状况,对磨损部位补焊、修磨、更换。
(10)检查模板、模架磨损、变形状况,磨损、变形部件进行维修、更换。
(11)检查翻边模、整形模的凸、凹模间隙及棱线磨损状况,磨损部位进行修复。
(12)检查限位机构状况、检查气动元件状态。
(13)模修人员要根据模具维护状况对重要问题进行记录,填写在《模具保养记录卡》的相应栏。
2、模具修理:
模具修理包括压件过程中的随机维护性修理。
2.1 随机维护性修理
模具在生产使用过程中,总会出现一些故障或发生一些影响生产继续进行的质量问题。有些问题可不必将模具从压力机上卸下,直接在压力机上进行维护性修理,以使其能正常恢复工作,保证生产的正常进行,随机维护性修理由模具维修带班人员实施。
2.1.1 模具随机修理内容
(1)利用储备的模具易损件,更换模具在工作过程中已被破损的零件。
(2)利用油石或其它工具刃磨被磨损的凸、凹模刃口,使其变得锋利,刃口磨损较大的部位临时焊补修磨等。
(3)对拉深模、成形模等进行工作零件的临时抛光,对磨损的压料面的修复,以消除因经常使用,而被磨损表面质量降低的影响。
(4)紧固松动了的固定螺钉及模具其他零件。
(5)更换卸料弹簧及橡胶垫等。
(6)调整模具因磨损而变大了的凸、凹模间隙以及定位装置。
(7)更换被损坏了的顶杆及顶料杆等。
(8)更换模具其他易损的辅助零件。
更多MES系统 模具管理软件 零部件MES 模具运维管理系统
装备制造MES http://www.videasoft.com/hangyexinwen/872.html 电子MES
上一篇:模具全生命周期管理【付费版方案】