MES系统有什么用?
MES制造执行系统可监控从原材料进厂到成品的全过程,记录过程中产品所使用的材料、设备,产品检测的数据和结果以及每个工序生产的时间、人员等信息。经过MES系统分析,就能通过系统报表实时呈现生产进度、目标达成状况、产品品质状况,以及产的人、机、料的利用状况,这样让生产现场透明化。企业的管理人员,只要透过Internet就能将生产现场的状况看的清楚明白。总部的老板亦能通过MES获取信息运筹帷幄,远在国外的客户当然也可以关心到他们的订单进度、产品品质。
MES系统为工厂带来什么好处:
1.优化企业生产制造管理模式,强化过程管理和控制,达到精细化管理目的;
2.加强各生产部门的协同办公能力,提高工作效率、降低生产成本;
3.提高生产数据统计分析的及时性、准确性,避免人为干扰,促使企业管理标准化;
4.为企业的产品、中间产品、原材料等质量检验提供有效、规范的管理支持;
5.实时掌控计划、调度、质量、工艺、装置运行等信息情况,使各相关部门及时发现问题和解决问题;
6.最终可利用 MES系统建立起规范的生产管理信息平台,使企业内部现场控制层与管理层之间的信息互联互通,以此提高企业核心竞争力。
MES制造执行系统通过结果来优化生产制造。生产过程追溯功能使企业清楚产品的原材料是哪家什么时间提供的,接收人是谁,检验的参数,生产中的各环节、技术参数、操作人员等等。根据反馈,解决企业成本问题,或产品质量问题,及时调整,有针对性的为客户提供更好的服务。同时产品生产过程的数据为管理决策提供支持,让过程中的问题得到及时处理。
1.MES制造执行系统是对整个车间制造过程的优化,而不是单一的解决某个生产瓶颈;
2.MES制造执行系统必须提供实时收集生产过程中数据的功能,并作出相应的分析和处理;
3.MES制造执行系统需要与计划层和控制层进行信息交互,通过企业的连续信息流来实现企业信息全集成。
MES制造执行系统是近10年来在国际上迅速发展、面向车间层的生产管理技术与实时信息系统。MES制造执行系统可以为用户提供一个快速反应、有弹性、精细化的制造业环境,帮助企业减低成本、按期交货、提高产品的质量和提高服务质量。适用于不同行业(家电、汽车、半导体、通讯、IT、医药),能够对单一的大批量生产和既有多品种小批量生产又有大批量生产的混合型制造企业提供良好的企业信息管理。
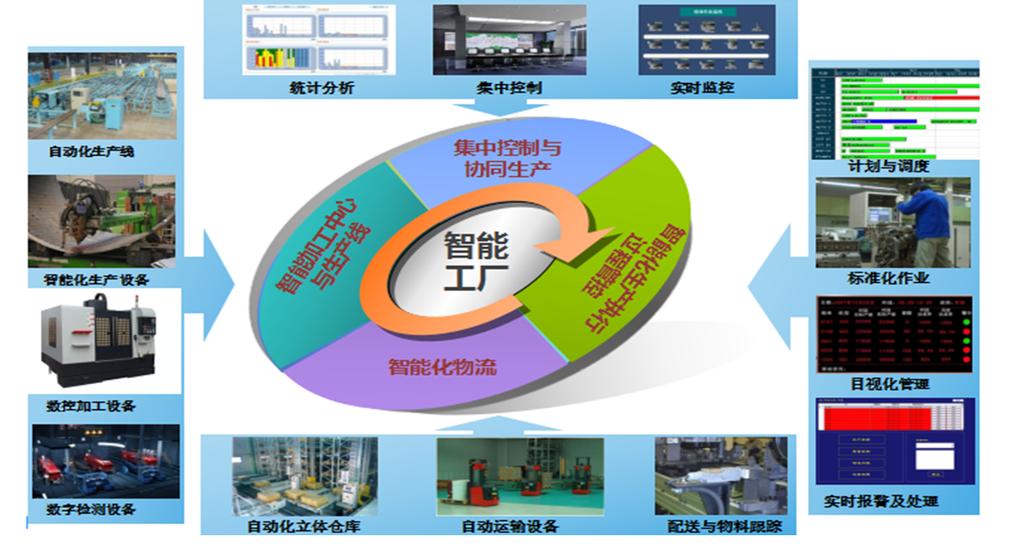
MES的定位:
MES是处于计划层和现场自动化系统之间的执行层,主要负责车间生产管理和调度执行。一个设计良好的MES系统可以在统一平台上集成诸如生产调度、产品跟踪、质量控制、设备故障分析、网络报表等管理功能,使用统一的数据库和通过网络联接可以同时为生产部门、质检部门、工艺部门、物流部门等提供车间管理信息服务。系统通过强调制造过程的整体优化来帮助企业实施完整的闭环生产,协助企业建立一体化和实时化的ERP/MES/SFC信息体系。
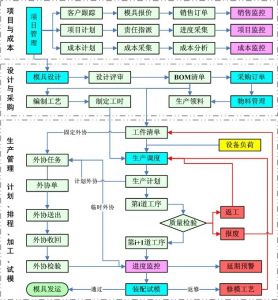
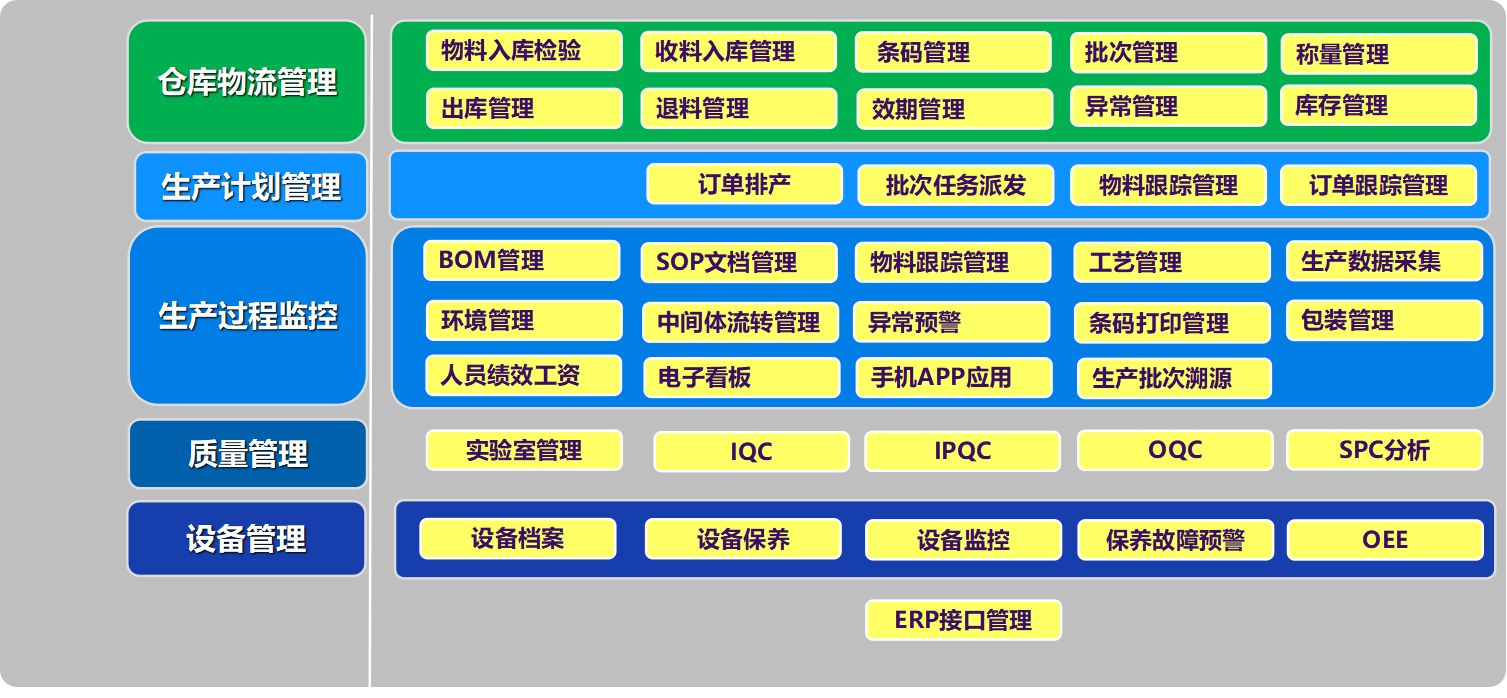
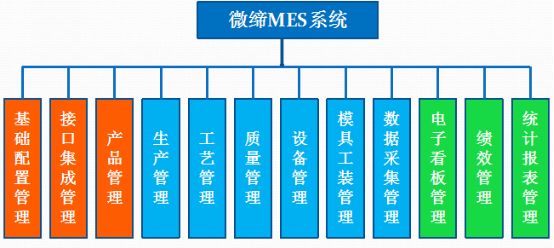
MES产品功能:
为企业生产管理人员进行过程监控与管理、保证生产正常运行,控制产品质量和生产成本提供了灵活有力的工具。包括以下功能:
1.正确掌握在制品数量,及不良品的追踪,降低在制品成本;
2.用条形码追踪产品序号,提高产品的售后服务水平;
3.及时反应产品质量问题,追溯品质历史,提高产品治理;
4.大幅减少现场手工作业,提高现场管理人员的生产力;
5.充分掌握工具、设备的使用状况,使制造资源高效运作;
6.强大的统计报表为企业管理决策提供实时、准确、可靠的生产数据,提高公司核心竞争力。
微缔mes系统使用前后的区别:
(1)MES系统流程卡管理
导入前:每一在制品附一流程卡片,作业员完成一制程须将日期、人员、生产信息填写在流程卡上,在成品包装前,收集起来,以备日后维修查询之用。
导入后:每一流程卡附上该在制品序号条形码,作业员完成一制程后,利用条形码输入序号,及生产数据(例如:不良代码也印制成条形码),MES系统自动并入时间,工作站,人员资料,存入流程卡数据库中。
(2)制令追踪管理
导入前:利用每日生产窗体由生产单位组长填写各制令投入产出,人员出勤等资料,再汇总计算出各制令进度。然而组装生产线流程快速,生产主管永远无法得知各制令目前的进度。
导入后:每站需刷流程卡序号,计算机可自动计算出其所属制令在各生产单位详细过程及最近状况,主管办公室之计算机可得知全厂一分钟前制令最新状况。
(3)在制品追踪管理
导入前:信息厂的特色常造成一堆不良品、待修品积压在现场。每年盘点时清出千万元成本的在制品是常有的事。
导入后:利用流程卡完整数据,MES系统可追踪每一在制品最新位置,统计整理后,可以依制令别,产品别或现场区段,追踪在制品分布状况。
(4)Burn-In管理
导入前:不同机种Burn-In时间长短不同,虽然Burn-InRoom多用PLC,自动输送带控制,但是仍须由人在现场操作,掌握信息不足,无法对Burn-In限空间做有效地利用。
导入后:透过MES与Burn-In-Room PLC联机,可以利用MES直接控制PLC,进行在制品进出Burn-In之控制,可以有效掌握Burn-In时间及空间利用。
(5)包装监督
导入前:相同产品,因不同地区客户,需配置不同文字手册,电源等包装材料,但因混线生产,易生错误。
导入后:可立即给予包装人员明确包装指示,避免疏忽,或是进一步整合防呆系统可进一步当错误时立即发出警示。
(6)品质监控管理
导入前:品质资料由品管站输入品质窗体中,但因是人工填写,资料有限,而完整的检修资料是填写在流程卡中,数量多,少有工厂输入计算机,因此多是事后整理品质报表做为未来品质改善,但又因情报不完整、不正确,不容易找到真正原因。
导入后:检测修护资料全由条形码,或计算机立即输入,现场可连接品质看板,实时显示最新品质状况,并可做完整详细统计分析,有效找出品质问题。
(7)出货管理
导入前:须利用人工记录那些出货序号,给那一位客户,以做售后服务,也因缺乏实时核对能力,常在出货之机种及数量上发生错误,造成不小的损失。
导入后:出货同时,刷读外箱序号条形码,可立即核对,如不符出货条件,可立即告之出货人员。
(8)自动化设备整合
导入前:信息厂必用的SMT,、AI、ATE等设备多独立运作,效益不高,设备管理也不佳。
导入后:将MES系统软件与SMT、AI整合,可自动得取生产信息及设备家动状况,与ATE整合,可自动得取测试资料。
(9)现场物料管理
导入前:因混线生产,无法掌握实际生产状况,常发生造缺料停线。
导入后:MES系统软件可以随时掌握最新各制令,各机种组装数量,可以实时计算出现场物料状况,以预做供料准备,有效降低这方面人力及缺料现象。
(10)售后服务
导入前:客户回修之产品,要找出其原来的流程卡,须花费相当大的人力,也不知其何时出货,很难提供有效的售后服务。
导入后:MES系统可以掌握每一成品完整流程卡资料及出货时间,可提供客户完整的售后服务。
更多MES系统,模具管理软件,零部件MES
http://www.videasoft.com/hangyexinwen/644.html电子MES