经过多年的信息化实践,中国制造企业已经初步具备实施工业4.0智能生产的基础。但是在实现智能生产过程中,还存在一下三个主要问题:
模具的制造排程
对于工模车间而言,如何同时组织几十副甚至上百副模具的生产?一副模具少则数十个零件,多则数百,而每一个零件又有数道工序。如何安排数以千、万计的工序加工?当车间开始生产时,如何知道模具进度?模具厂一般延续传统模具作坊的管理模式,缺乏计划性控制,关键零件加工也缺乏工艺、预估工时指导,是以“经验”来对客户与业务交代,制模师傅的个人意识在很大程度上决定了模具的制造周期。既然加工过程取决于制模师傅,而不是明确的加工计划指导,制模师傅一旦缺乏对零件加工内容的整体把握,就很可能会造成漏加工或加工不到位的现象出现,这样返工就在所难免,占有机床资源的同时也延误了模具的生产进度。
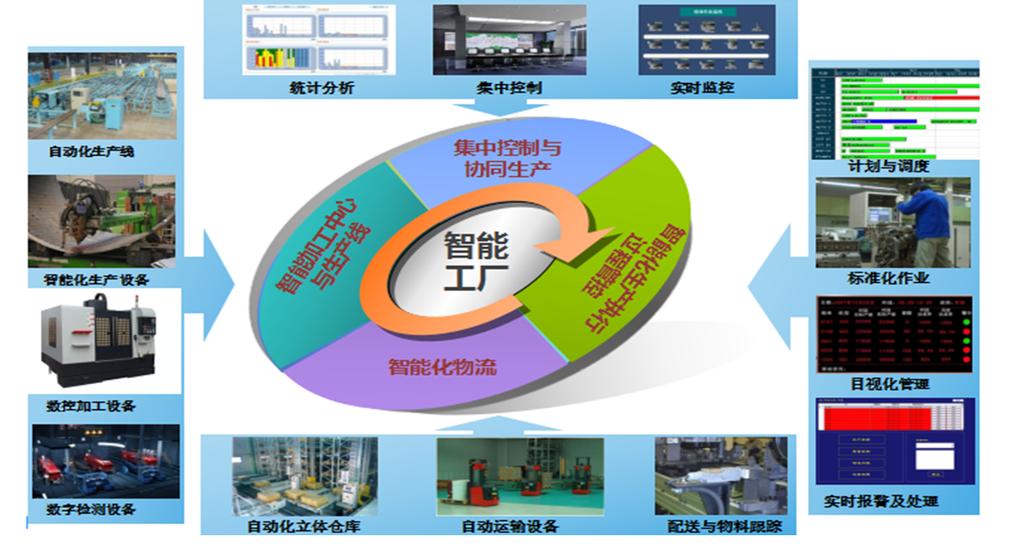
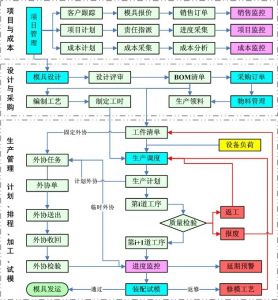
微缔软件 模具MES-M 系统通过针对模具的项目排程和针对零件的进度排程系统,指导模具设计、加工、钳工、试模、型检等作业过程,达到提供加工效率和加工质量目标。系统更是采用最灵活的广告牌、甘特图来进行生产排程自动调配与管理。帮助生管做到精益求精,管控整个生产排程。优化生产,优化交期,管控整个生产过程,能提前预知交期、产能分布、判断是否能接单、插单、是否需要提前外发、能提前做好一切的准备工作。
实时掌控制模进度
工厂管理层不能及时掌握各模具在模房的生产情况,车间主管无法及时反映模房状况,时常造成客户追问时要临时下车间了解进度;很难跟踪到一副模具的各个零件现在分布在哪些加工单位,哪些已经做完,哪些还没有;需要花大量时间整理及填写报表等工作,浪费大量人力物力。
为避免此种状况,微缔软件模具MES-M 系统以触摸屏点击输入或以条形码数据扫描,在最大限度减少作业人员工作量的同时完成零件在各生产单位接收,上机、下机、移转等时间采集。方便相关人员准确、快速地查询到零件的实际所在位置及完成情况,同时为钳工组模提供准确依据。除此之外,让各单位的相关进度及时响应到系统,再经由系统的集成分析能力,将该副模具的整体生产状况以不同颜色的图表直观的显示出来。模具的制造周期实时掌控,为后续修改模具、试模、量产等相对就有了保障以及大大缩短的新开发模具的上市时间。
人员与机台绩效管理
模具车间的人员与机台绩效管理几乎空白,模具师傅的绩效如何取得?各工序的作业绩效如何取得?由于模具行业普通以类似“包工头”制运作,只管交期,完成时间,不管中间的工作分配,因此常存有:好做的模具,单价高的模具总是那些人来做,或者上班没做事,一样可以拿到高额工资。机台稼动率也是无法准确统计分析,机台与人员的作业时间也是无法对比。
这些状况的原因在于人治,建立微缔软件模具MES-M系统的同时,是在建立模具企业的科学管理模式、切实可行的运作制度。系统可以计算得到员工工作量、设备的稼动率及通过计划工时与实际工时的对比分析,使得绩效管理透明化,科学化、合理化。通过员工的业绩报表激发员工加工的积极性和向心力,提高生产效率。各工序主管为各自绩效负责,建立层层责任制。
上一篇:模具管理软件系统完善企业生产管理