根据汽车加工行业MES系统的需求,整合MES系统将现有的 系统(如SCM、ERP、SPC)联系起来,成为多个系统中实现数据交互的桥梁与平台,并能实现与与公司内ERP的系统进行数据交互。同时要能实现与生产密切关联,系统中能反映并分析出生产情况,并能依据系统来追溯和跟踪。从业务发展的全局考虑,把握对MES系统的需求,同时兼顾具体的实施步骤,满足发动机的发展要求,经过对发动机公司相关部门的需求进行详细调研。
建立完善的MES系统体制,从ERP中接收生产计划,协调生产,生产计划生产进度对比,生产BOM信息管理,在线物料跟踪和质量控制,品质分析等,系统构筑管理 生产计划模块,物料管理,仓库管理功能模块,品质追述功能模块,刀具管理模块,完成品仓库管理功能模块,生产现况以及人员管理等。
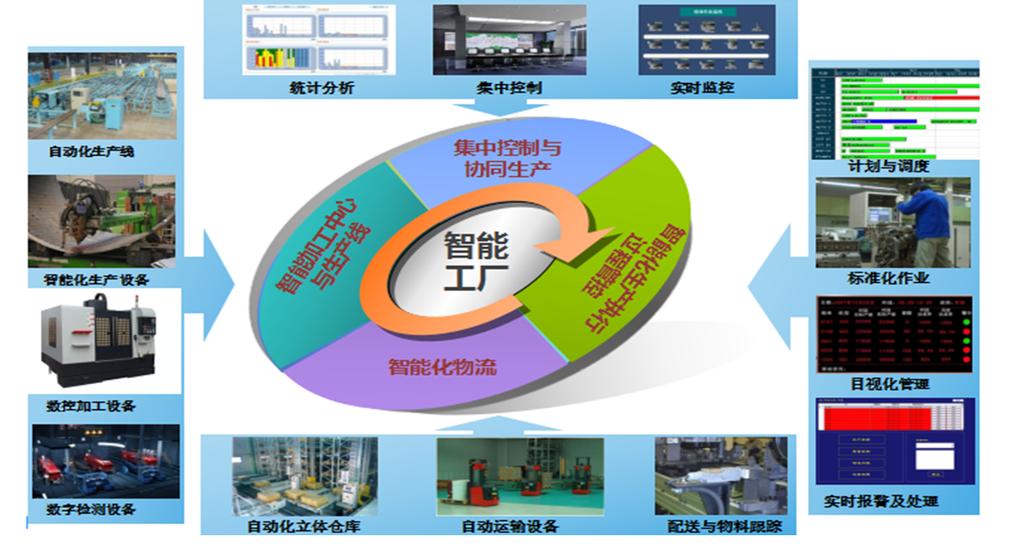
通过MES项目的建设,在汽车零部件行业车间内建立具有实时型企业特质的物流管理、数据管理能力,改善企业的生产绩效、质量和服务水平。在现场,结合条码识别技术进行数据采集,实现物流的精细化、透明化、实时化、数据化、一体化管理。具体目标如下:
建立从原材料入库检验、生产过程半成品检验、产成品检验的完整质量检验记录和产品质量档案,满足工厂自身管理要求和客户对产品的质量管理要求;在线、实时掌控生产现场状况,记录、跟踪和分析生产制造过程中各种事件和异常;建立现场的质量管控体系:开线检查、首件检、抽检、质量检验;生产工单计划,针对各加工中心合理安排工单;建立目视化的现场管理和监控体系,实时获取物流环节的各项绩效指标,做到全程数据透明化和可视化。
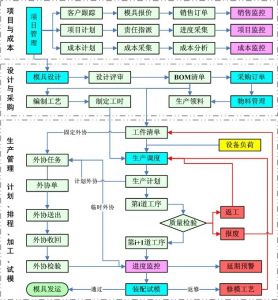
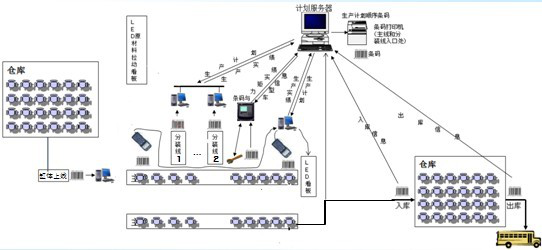
MES主要功能模块,有生产管理、物料管理和质量管理等,在MES中所有的生产流程都是必须标准化的,比如说在生产管理设备集成、自动排程、数据采集等。从业务模块的流程来看,从整车分解到零部件,这个是SAP管理范畴,拿到零部件定单之后,系统自动导入MES系统当中,根据一些排产规则,当然排产规则是基于业务需要、工艺复杂程度、物料优先级做一些自动化的排产。排产之后,由计划发布到生产车间,同时定单发布以后,也可以支持插单、删单的处理。计划发布以后到了生产车间的层级会拉动物料的配送计划,接下来就会物料的管理,在物料层次上把计划发到仓库,仓库会根据物料的不同种类,把物料按照一些不同程度进行分类,对一些小的零部件按照一次性配送到工位的方式,对一些重要的安保件实行单个的条码管理,这样仓库是按照计划排出来的生产队列,按批次按生产节拍配送到对应的工位。
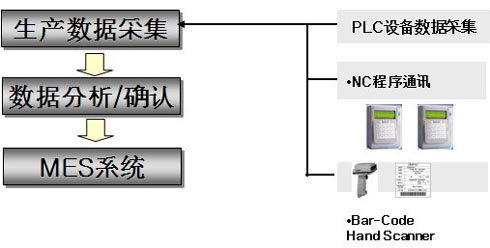
在生产执行过程中,MES在生产车间这块,会扫一个条码,上面有一些采集点,在每一个采集点进行数据采集,根据企业不同情况,我们做了一些过程物料和质量数据的采集。比如说工艺参数,设备的工艺参数,这个里面提到了一些和设备的集成,比如说拧紧机、压力机,比如说拧紧机完成了之后也会把数据反馈回去,完成数据采集。同时在生产过程中有质量人员巡检以及入库以后的检验,同时系统也提供过程检验,如果出现问题之后会通过MES的终端反应到相关的业务部门处理。

· BOM管理 : 根据相对应的生产计划推导出各级物料需求,并对其进行管理,采购以及物料进行预警设置。
· 生产线生产过程监控:对装备线上缸体的加工流程进行数据采集,NC程序上的数据读取,设置品质重点工序品质预警模块,例如对加工过程中缸体扭矩的 监控,加工和装配数据系统集成,通过上位系统的检查可以时时查询生产现况。
· 数据采集:通过现有线上的扫码设备实现上、下线、入库报完工,实现实时监控生产情况,减少出错,并根据生产线数据采集的数据生成生产日报表。
· 废料管理:废料的系统登记,以及生产线上不良品下线的管理,系统分析不良现况并对工废料废进行相关查询。
· 入库管理: 对生产线上下线的产品自动扫码入库。
· 品质查询:通过对现场数据采集,MES系统中对机加工、总装和热/冷试质量信息,热/冷试信息、故障规律及入库合格率查询。
· 品质分析:实现关键设备工序的机加工料废、工废信息自动上传系统并能自动计算成本损失,无需现场检验员手工录入。
· 品质报表:实现产品关键件和产品质量信息的追溯和查询,并且实现批量查询,形成质量分析报表。
· 外部件品质管理:对原材料仓库的外购件购买的时候进行扫码入库,实现外购件检验信息的查询和追溯。
· 库存实际:对各个库存的物料条码化的管理,入库和出库全部通过扫码来进行登记,入出库人员,时间等信息管理,系统中查询仓库中的库存量,位置等信息。 并能实现在线盘点,掌握仓库的收货,出货情况。
· 库存预警:设置库存警戒,以及通过BOM系统的物料推算来实现线边仓生产物料不够时的及时报警功能。
· 库存管理:报废发动机退库功能管理,仓储损耗,以及运输损耗的管理。
· 外购部件物料管理.对外部构件的条码统一标准,外购件实现扫码入库,系统采购的顺序,系统自动生成,物流方式在系统中登记进行。
· 成品条码管理:发动机生产线下来之后进行标签条码的产成品入库,条码信息反映生产工序,品质问题,部件来源等相信信息。
· 销售管理模块:根据销售制定的出货计划,出货按客户别扫码进行,发行出货单,登记实际出货时间,以及可进行返品的管理。
· 刀具入出库管理:在仓库安放PC以及扫码设备,对有条型码的刀具进行条码的录入,没有条型码的在对其装载盒体张贴条码,所有的盒体进行条码话的管理刀具入出库均需要进行扫码登记管理。记录刀具使用情况,刀具位置,刀具使用寿命等
· MES刀具查询功能 刀具的寿命管理,追溯刀具的使用次数,刀具库存报警。并能实现对刀具信息的模糊查询。
· 刀具审批流程: 实现电子审批采购计划流程,监控集中采购部计划下达情况,供应商库存信息。
· 刀具工艺管理: 实现刀具与其对应的加工工艺流程关联。能通过刀具来查看该刀具所放置现场的位置,加工的工艺路线等情况。
· 刀具记录管理:刀具基础管理中设定刀具的保养周期,形成维修,保养记录报表。
· 刀具跟踪 :实现对刀具的供应商,维修商进行管理,根据系统分析,对供应商评定等级,信誉度,以及跟踪刀具的维修记录。
· 刀具外派管理:对刀具的外借进行限制,依据刀具的类别和外借人,实现在规定的时间内,外借人能借到某类刀具的最大数。
· 人员信息统计分析,以班组为单位,对机加工车间和装配车间的人员相关信息进行统计分析,统计的指标主要有人员的出勤率。 生产记录班次/工位操作人员信息记录(工段长负责配置工位与加工人员的对应关系)由工段长通过软件界面设定安排机加工车间缸体、缸盖线的各工序加工设备运行的操作人员信息,使操作人员信息与加工工序、加工设备、完工件编号进行关联。由工段长通过软件界面设定安排装配车间各工位的安装的操作人员信息,使操作人员信息与加工工序、加工设备、发动机编号进行关联。
· 设备管理 :通过PLC读取设备的工作状态,系统可设定设备的可动/不动状态,设置系统管理功能,管理设备维修,分析,优化等功能,消除瓶颈环节对生产的制约,实现设备最大利用率。
· 生产控制:下位GPC-MMI控制系统主要用来生产数据采集,钢盖线的数据采集,钢盖线条码打印,钢体的上线OP-10----OP-160的生产线上的数据采集 ,生产线上信号的采集,关键数据的采集控制报警等:比如OP-040上力拒的数据采集。
· NC程序通信:与NC程序进行通讯,实现NC 程序的自动上传和下载、NC 程序的统一管理、NC 程序的统计查询。NC 程序的统一命名、NC 程序的版本 管理、NC 程序的权限控制管理。
装配线每个工位通过扫描条码进行数据确认也可通过PLC设备提供信息。
装配线电动拧紧设备,记录对应螺栓的拧紧扭拒,提取扭拒值信号。
识别记录在线产品的品种及序列;识别记录每个缸体对应在每个工位的装配操作时间;关键工位扭拒值于其余数据一起做对应记录;识别记录每个缸体在下线工位的实际产出下线速度;设定要求操作时间,对未能在要求时间完成装配任务的工位进行报警响应;对已经记录的数据做统计学分析;生产线作业指示生产进度(大屏幕显示);对生成产品进行产品标签发行.
物料原材料扫码方式投入信息;作业计划选择(选择当先生产的产品型号对应的作业计划);扫描条码进行数据确认;物料不良信息录入,工艺录入(MASTRDATA选择);系统装备时间记录;相关扭拒等关键数据记录;下线速度计算;时间报警(对没有按设定时间完成任务的批号);作业完成度显示(大屏幕显示 );产品标签发行;其他.
以上为部分解决方案内容
上一篇:微缔MES-V智能工厂智能车间