计划排产管理-原理及说明:
调度排产的基本配置内容:
1)设备、产线定义,工厂日历、生产班次以及工作时间段的设置;
2)产品BOM及工艺流程设置(支持从ERP导入或应用微缔公司产品管理实现);
3)工作中心的定义(工序内把加工能力相同的设备或人作为一个工作中心组);
4)排产的时间设置:工序生产准备时间,工序生产周期设置,工序流转时间设置 ,最少转移批量或时间设置等。通用型设置。
5)设置排产的目标(综合,以交期为目的,以设备资源利用率为目的);订单或 产品。
6)定义约束条件(比如设备约束,工装模具约束,物料约束,零件属性约束,开工时间,换料时间,
指定时间与机台等约束条件)。
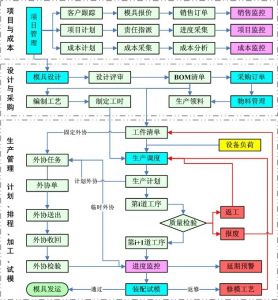
经过上述分解后,在各道工序产生了产品的工序P生产计划——生产计划受到如下要素约束:
1)Pi零件的交期要求;2)P产品的客户或订单的主要度要求;3)Pi零件的生产工艺约束;4)Pi零件的工装模具与设备约束;5)Pi在该工序的生产周期*生产数量的时间约束;6)本工序生产准备时间;7)往下道工序流转搬运时间;
8)本工序最小批量转出生产时间;9)本工序早开工时间;10)本工序最晚开工时间。
最终确定出Pi零件在该工序生产的最晚开始时间以及最早开始时间区间,然后再经过计算机把其他零件按照此原理进行安排,最终确定所有零件的加工时间。

防错/追溯管理-4M追溯:

追溯(过去)
它从何处来?属于哪一个计划?零件由哪个供应商提供?来料批次是什么?
谁加工过?谁测试过?历经那些工序?有没有返工记录?
跟进(现在)
它目前在哪里?正在什么工位以及设备?正在由谁在操作?正在使用什么作业指导书?当前的测试参数是否达标?当前的防错/防呆手段?当前的CPK/良品率是否正常?应该划入什么等级?
控制(将来)
它走向何方?应该分配到哪一个仓位?应该流动到哪一个客户?应该进入哪道检查流程?应该输出哪些关键数据?如何以功率最优方式配货?



更多电子MES系统http://www.videasoft.com/hangyexinwen/758.html电子行业MES
上一篇:模具管理软件介绍--自动排产功能