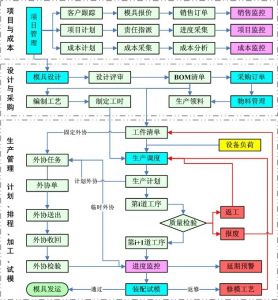
生产管理模块:
自动调度排产是生产管理模块的核心功能,它是综合考虑模具的首次试模日期、重要度、零件重要度、 零件工艺所需的设备类型、工艺顺序及预估工时、设备上班时间等等综合要素,而自动、动态、实时刷新计算的。
自动调度可对已经超期、可能超期的工序进行报警提示,可生成合理的排产计划,以便解决车间无序加工、资源浪费、 轻重缓急不分的问题。对加工中、加工完成的工序加工任务,可用条码、手工录入等方式,提交实际的加工信息后,系统则自动、动态、实时生成零件加工进度监控表(自动生成图表、表格及列表三种方式),从而使车间加工任务完成情况、计划情况透明化,由当前失控变为有控的管理模式。
1) 可实时根据材料到位情况、设计和工艺准备情况,选择哪些任务号可以开始车间生产加工,哪些暂时不开始加工,只有可以开始加工的任务号,才可以导入要加工的零件,参与调度排产。
2) 也可动态实时查询要生产的任务号,各个待加工零件的各阶段的状态信息,如BOM建立人及建立时间;物料采购日、计划到货日、实际到货日(或下料日期);出库日期;工艺制订状态及详细工艺;设计图纸查看等等综合信息,以决定是否加入生产调度计划。
3) 系统自动根据首次试模日期(T0),项目、模具、零件重要度信息,工艺及工时信息,设备资源和设备工作时间约束信息,自动计算出排产计划。
4) 系统在自动调度时,会自动查找外协送出和送回的计划日期、实际日期信息来更新调度计划。
5) 系统自动考虑合件加工、拆分件加工及合件前期零件加工等先后逻辑关系进行排产计算。
6) 系统自动对已超过T0和可能超过T0的工序任务进行报警提醒。
7) 系统自动比对项目大计划中的模具生产加工计划,对已超期或可能超期的工序任务报警提醒。
8) 可以对自动调度排产结果,人为干预和修改,如锁定某零件必须在何时完成,锁定后,再次自动调度不改变人工锁定的时间计划。
9) 也可以修改某些模具、零件重要度,重新调度排产。也可在生产计划过程中,增加或修改工艺路线,重新自动调度排产,以适应离散型加工生产的灵活性。
10)如果用了项目管理模块,支持根据项目计划中各工种的计划完成时间排产派工。
11)可以打印有零件和工序条码的派工单,下发车间工人进行加工生产。
12)可以用条码方式、触摸屏方式、键盘录入、RFID等方式,提交实际的加工信息。
13)可实时动态查询某个任务号,所有加工零件、各工序任务的加工进度完成信息及检验信息。查询后显示的方式有:表格方式、图形方式、列表方式三种。也可查询所有设备类型及设备正在安排的加工任务甘特图计划,和查询所有任务号的所有零件的加工设备计划安排甘特图计划。
14) 可动态实时查询各设备类型的设备负荷率和嫁动率及对比柱状图和趋势图。
15) 可对加工人员的加工工时进行统计。
16) 可查看实际加工工时和预估加工工时的对比表,以便分析差异,不断提高预估工时的准确度。
17) 系统还包括了试模申请、试模问题点记录、试模报告和打印试模单功能。
18) 系统还包括了设备档案、设备维护提醒和记录、设备保修申请及记录等功能。
更多MES系统 模具管理软件 零部件MES
装备制造MES http://www.videasoft.com/hangyexinwen/741.html电子MES
上一篇:微缔机械装备生产制造MES系统
下一篇:电子行业MES系统介绍和选型