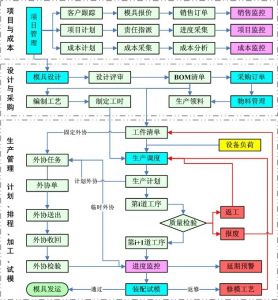
MES系统可为企业提供包括制造数据管理、生产调度管理、库存管理、 质量管理、模具管理、设备管理、工艺管理、项目看板管理、生产过程控制、底层数据集成分析、上层数据集成分解等管理模块,为企业打造一个扎实、可靠、 全面、可行的制造协同管理平台。
1、先进的数据采集技术
MES系统数据采集系统非常灵活,可实现全自动数采集、半自动数据采集,满足不同类型客户,不同生产过程数据采集的需求,对于全自动化生产过 程,可以采用全自动化扫码技术,只要选择相应的工单,系统将自动对准物料的条码并进行读取,同时还可以读取同一物料上的多个条码。对于有些环 节现场(比如进料、出料、储位管理等)无法实施自动扫码时,可以使用PDA、扫码器等实施人工半自动化扫码。对于一些环境要求比较高(比如化工 行业),还可以采用RFID电子射频技术实现数据采集。
2、数据对接方式多样化
MES系统能够与市面上常见的ERP系统进行无缝链接(其中包括:SAP、Oracle、用友、金碟、鼎捷等),实现实时数据共享;另外,MES还可以 通过PLC或者数据对接从SPI、AOI等自动化设备自动抓取数据,实现数据传输自动化。
3、生产工艺/流程灵活配置
MES系统可根据不同产品生产要求,定义不同的工艺流程与物料配置,实现多级工艺嵌套配置(产品与部件同时生产,且具有不同生产工艺),同时系 统会自动记录工单已经配置好的内容,下次生产此工单时系统将自动选择配置进行生产。
4、系统功能模块灵活调配
MES系统可根据不同产品生产要求,定义不同的工艺流程与物料配置,实现多级工艺嵌套配置(产品与部件同时生产,且具有不同生产工艺),同时系 统会自动记录工单已经配置好的内容,下次生产此工单时系统将自动选择配置进行生产。
5、物料全程标示及追溯
MES系统对物料进行全程管理,物料从入库时就进行标示(另外还有供应商管理模块,供应商可以直接F-MES系统分支模块进行打标、在入库时只需要扫码即可)。对物料的入库、库存、领料、发料全程进行防呆管控,避免物料收发错误,记录物料的收发人、时间、物料名、数量等内容,并在后续 生产流通环节控制它们的流转。
6、支持多工厂云数据管理
MES系统采云数据架构,可满足集团公司多厂区管理模式。系统支持多工厂组织架构,可以实现集团下多工厂间扩展应用,采用一套软件平台,一套 基础数据,并实现多工厂间生产制造业务的协同,可减少企业的重复投资。
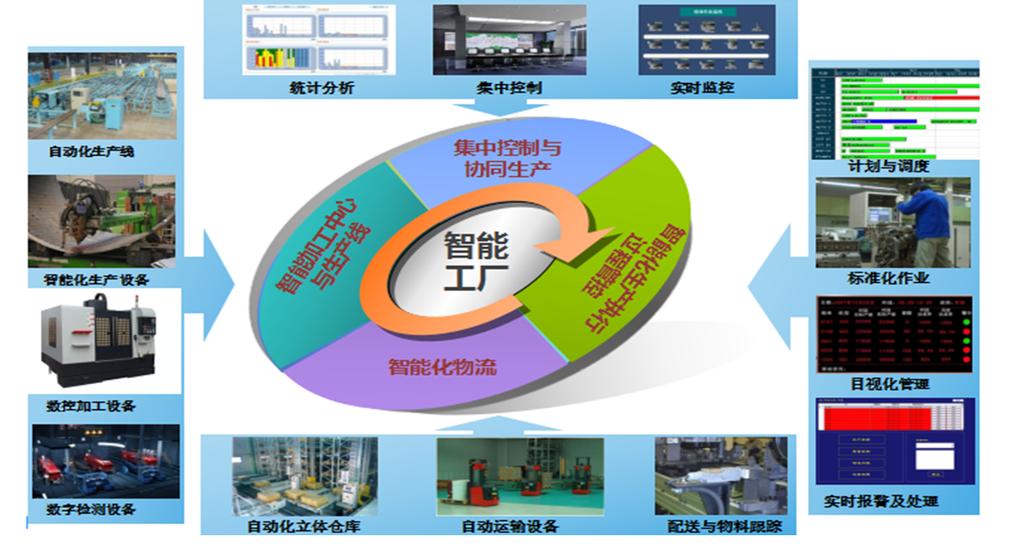
微缔电子MES系统的现场监控,是MES系统的实现信息化、及时化管理与控制的核心功能之一,微缔电子MES对于现场监控的意义就在于,可以通过集成各种信息技术,实现对现场控制的透明化、可视化,帮助制造业企业实现生产管理信息化。微缔电子MES对于实现现场监控主要体现在以下几方面:
实现异构系统间的畅通交互
在任何时间,世界任何一个角落的过程信息都触手可及,这是企业信息化追求的目标。从工厂自动化的角度看,其未来发展会越来越透明,MES系统可以打破传统车间控制层面信息沟通上的屏障,实行不同部门、工厂、车间的集成化管理。
微缔电子行业MES系统,以太网将作为首选网络标准,构建工厂自动化过程信息网络,那些依赖于特殊硬件的网络会逐渐退出。目前,处理TCP/IP网络以外,继续研究通用通信网关之上和之外的协议层应用层的标准化方法,才会出现更好的网络标准。
现场级集成自动化
微缔电子行业MES系统能够将现场设备信息系统直接嵌入到信息网络中,并且具有集成式的网络互连部件,用户可以在任何时间访问所需信息。另外,关于分布式智能的讨论正趋于前沿,人们确信本地控制功能和对给定变量的处理能力将成为现场设备的特征。微缔电子MES系统会对现场设备进行诊断,出现错误时,能对MES系统提出详细的状态信息报告,并将出现标准程序。
过程与离散系统之间界限模糊
过程与离散系统的核心技术有惊人的相似之处,硬件部分通常包括相同的标准部件,如Intel微处理器。控制系统的最大差别在于使用的软件不同。为过程和离散应用提供自动化系统的厂商开始拓展其它的竞争领域,提供不同解决方案的供应商也在进行跨学科的开发。
上一篇:微缔电子行业MES系统的选型要点